Today functional fillers are confronted with steadily increasing requirements. Applications, e.g., in in polymer industry, used to be satisfied with extender fillers, which cheapened the compound. During the last decade the material profile has changed from pure volume filler to functional additives and fillers. But that is not good enough by half. Striving for sustainable ways of production and low carbon footprint begins in raw material processing and sets new standards.
Modern spiral jet mills are the state of the art in the micronization of highly lamellar fillers. With their specific type of comminution based on shear forces, the particle shape significant for the downstream applications - whether in flake or needle form - can be preserved or even improved.
With the development of the EEU (Enhanced Energy Utilization) system, the proven PMT spiral jet mill could be improved substantially in order to meet the ecological responsibility as well.
Using functional fillers
Functional properties often are a result of particle shape (beside the particle fineness), e.g., lamellar or acicular particles. Especially with the use of highly lamellar industrial minerals as functional fillers, for example, in plastics applications or in the production of paints and lacquers, it has been shown that especially mechanical properties like stiffness, impact strength, scratch resistance, etc. could be improved considerably. This especially because the aspect ratio, even in the finest particle size range, can be preserved or even increased slightly with the use of appropriate grinding systems, like the spiral jet mill.
Particle size and particle shape/aspect ratio
In grinding and classifying systems, the basis of many product definitions is the particle size distribution of the ground products. The measurement methods most common in the fine and very fine range are laser granulometry and sedimentation analysis. The various methods for determination of these values deliver very different values. They differ more and more widely, the more the particle shape deviates from the ideal sphere.
The aspect ratio as a further way for product specification is a measure for the lamellarity of the product. It is the ratio of the largest dimension to the smallest. In the case of lamellar products, for example, the ratio of the diameter of a flake to its thickness (Fig. 1), in the case of needle-shaped products, the ratio of the length to the diameter of a needle.
Especially in the field of highly lamellar and needle-shaped industrial minerals, today almost exclusively spiral jet mills are used, in which comminution is achieved primarily by means of shear forces, which can have a delaminating effect and achieve a high particle aspect ratio.
Mode of operation of spiral jet mills
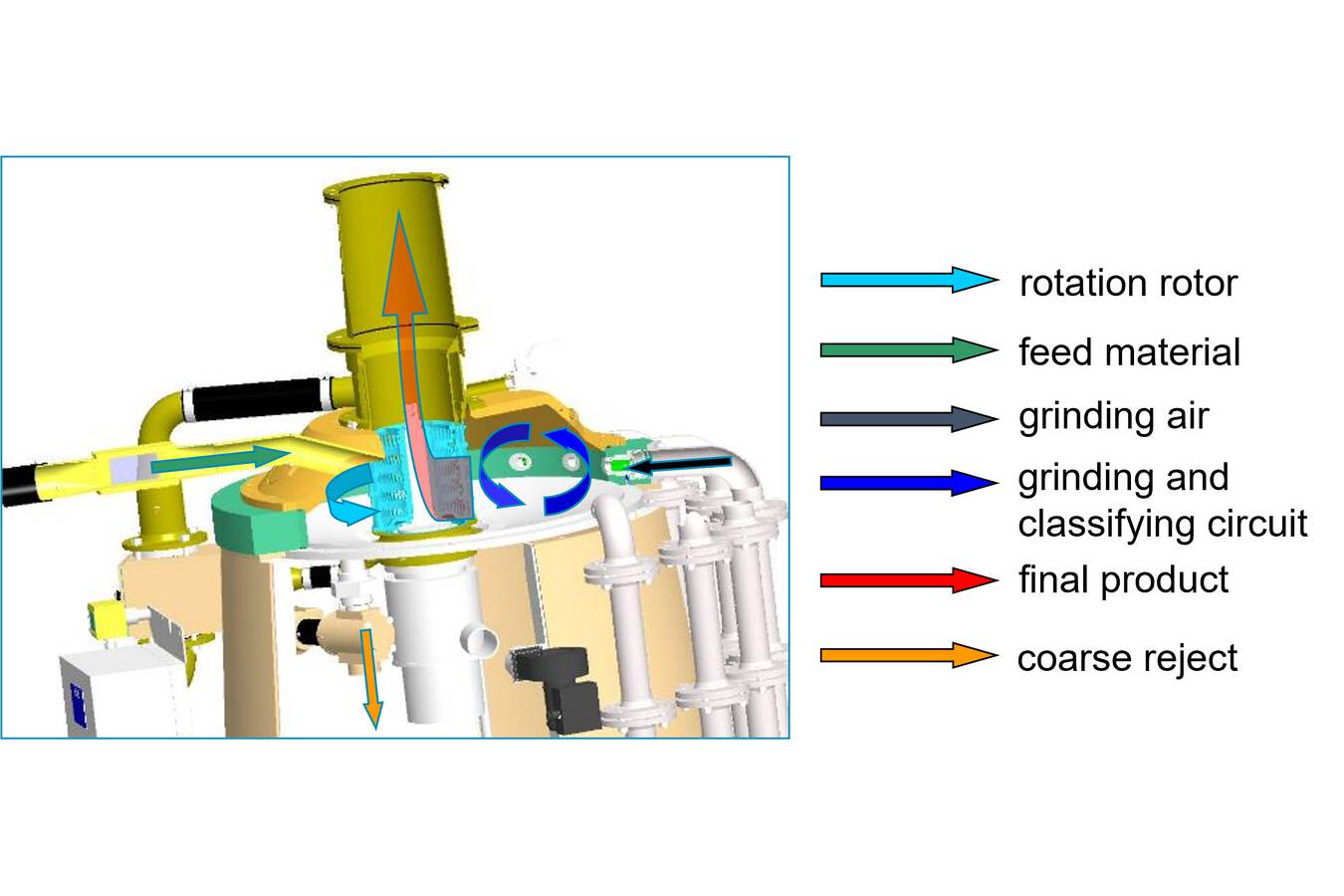
The material is fed pneumatically into the mill (Fig. 2). Grinding media enters the area through the milling nozzles. The air stream fluidizes the material-bed and lifts as much particles as possible into the stream. Grinding media is either compressed air (3.5 to 15 bar and 240°C) or superheated steam (up to 24 bar and 400°C). Comminution is mainly based on shearing forces which result from velocity differences. Particles run spirally through the milling chamber, round the mill center, where the classifier is integrated. The fineness can be easily adjusted by variation of the classifier speed (Fig. 3). As soon as the particles reach a certain fineness, they can pass the classifier to the final product.
Basic data of PMT Jetmill SJ50-ER100:
- Classifier speed: up to 190 m/s
- Product fineness: d97 = 1 – 45 µm and d50 = 0,5 – 10 µm
- Capacity: 200 – 4000 kg/h
- Amount of air: 2400 – 3600 m³/h
- Grinding media: compressed air (3,5 to 15 bar) or superheated steam (up to 24 bar and 400 °C)
EEU System – Enhanced Energy Utilization
Energy-efficient and economic production of functional fillers implies that even products in the finest particle size range can be produced in industrial volumes or that the capacity per machine unit is increased. Here the efficient production of compressed air is important, but far more important for the grinding performance is high efficiency in the utilization of the thermal and pressure energy in the compressed air into grinding power.
The thermal energy is generated during compression in any case and can be used to a large extent in single-stage systems; in multistage compressor systems, part of it must be eliminated in the intermediate cooler. Minimizing this part is the objective to improve overall energy efficiency.
Single-stage compressors are limited in their maximum pressure that is why they are only used in few grinding systems. The lower pressure must be compensated by larger compressed air volumes, to achieve the same capacity as in mills with high-pressure compressors. Accordingly, the size of the mill per ton of ground product increases. That part of the compressed air which, however, has the higher influence on the grinding performance is the thermal component.
To achieve that a compressor was developed with a renowned compressor manufacturer. A compressor (Fig. 4) which, thanks to reduced intermediate cooling, ensures a much higher outlet temperature of the compressed air up to 240 °C with constant energy input. This step alone already leads, depending on the material being ground, to a reduction in the specific energy requirement per ton of finished product of more than 15 % compared with standard compressors and jet mills.
With the specific water injection direct in the grinding chamber, the residual thermal energy part can be used further. On the one hand, the grinding effect is improved by the immediate expansion on evaporation of the water, and, on the other hand, the classifying efficiency of the installed high-dynamic classifier is enhanced as a result of the general cooling of the system.
The dosing of the water is controlled based on the relative moisture to avoid condensation of the water in the system. Up to a final exit of the air from the system, an undersaturated operation is guaranteed. With the use of the entire Enhanced Energy Utilization system, consisting of the high temperature of the compressed air and the water injection, an up to 30-% reduction in the specific energy requirement per ton finished product can be achieved.
Conclusion
The requirements for fillers are changing increasingly in the direction of functional additives. Essential for these functional properties is besides the extreme fineness also the particle shape. For example, the improvement of the mechanical properties in plastics is linked particularly to fillers with a high aspect ratio, i.e., the strengthening effect increases with aspect ratio.
Spiral jet mills comminute primarily based on shear forces, which leads to an improved delamination of the products. With the installed high-dynamic classifier in the PMT jet null, the requirement for ultrafine products with a precisely limited over-size can be fulfilled.
An important aspect in the economic production of correspondingly high-fineness, delaminated products is a maximized utilization of the input energy. In jet mills, this
energy is often made available in the form of compressed air. In the utilization in grinding efficiency, besides the pressure energy, especially the thermal energy generated during compression is essential. Therefore, the temperature of the
compressed air should be as high as possible up until it is implemented in the grinding jets. That means that especially in the case of multistage compressors, the least possible amount of energy should be dissipated in the area of intermediate cooling.
With selective water injection, the residual heat can be converted by immediate evaporation into grinding efficiency. With this evaporation, the entire system is cooled, which leads to an increase in efficiency in the classification based on the reduction of the required peripheral speed. With these measures, in the PMT spiral jet mill thanks to its equipment with the described EEU system, the specific energy consumption can be reduced by up to 30 % or the throughput rate can be increased by up to 30 % depending on the material with constant energy input and the same machine size.
PUBLISHED IN CITplus 11.2021